




Известный Производитель: Легкосплавная бурильная труба 114 мм
2026-06-03
- Почему бурильная труба 114 мм становится критическим узлом в современных проходческих комплексах
- Технические параметры и влияние материала на срок службы
- Типичные ошибки эксплуатации и методы их предотвращения
- Интеграция в производственные процессы и логистика поставок
- Экономическая эффективность и расчет совокупной стоимости владения
- Часто задаваемые вопросы
Почему бурильная труба 114 мм становится критическим узлом в современных проходческих комплексах
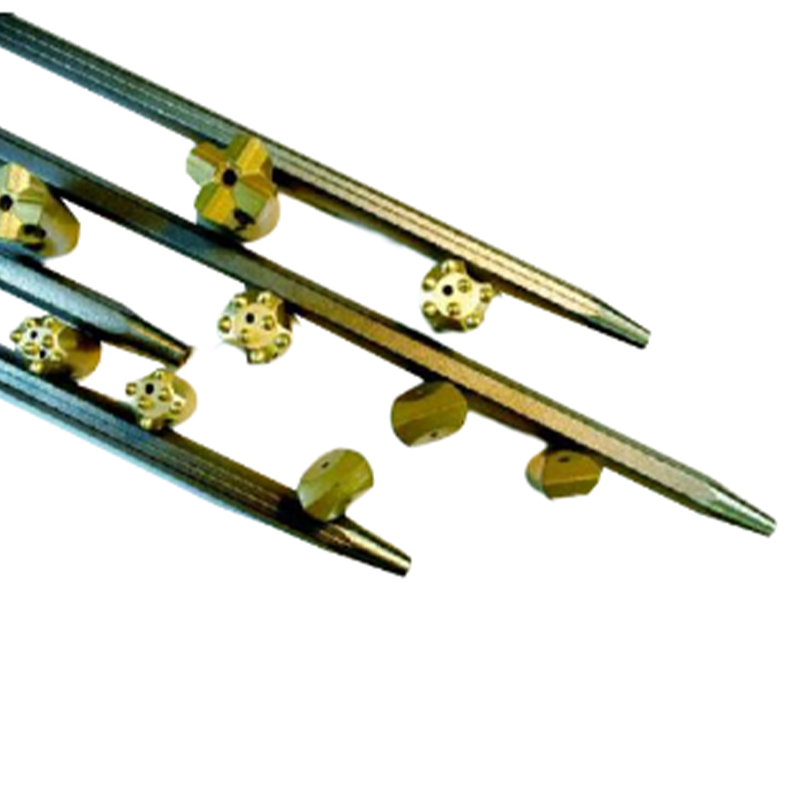
В нашей практике обслуживания горнодобывающих предприятий мы регулярно сталкиваемся с ситуацией, когда простой буровой установки из-за выхода из строя одной бурильной трубы останавливает работу целого забоя на несколько смен. Диаметр 114 мм — это не просто стандартный размер, а баланс между жесткостью конструкции и пропускной способностью для подачи промывочной жидкости или воздуха. Когда компания ООО «Шаньси Юту Механическое Оборудование» начала поставлять свои компоненты на рынки России и СНГ, мы сразу обратили внимание на то, как геометрия труб этого диаметра влияет на отклонение скважины при глубине более 300 метров.
Многие закупщики ошибочно полагают, что все трубы диаметром 114 мм взаимозаменяемы. Это опасное заблуждение. Разница в химическом составе стали марки 42CrMo4 против обычной углеродистой стали дает разницу в ресурсе на 40-50% при работе в абразивных породах. Мы видели случаи, когда экономия 15% на стоимости партии приводила к двукратному увеличению расходов на замену оборудования в течение квартала. Выбор правильного поставщика здесь важнее, чем торг за каждый доллар.
Технические параметры и влияние материала на срок службы
Ключевым фактором надежности является не только внешний диаметр, но и толщина стенки, которая у качественных изделий варьируется в пределах 8–10 мм. Если стенка тоньше 7 мм, риск продольного разрушения при заклинивании снаряда возрастает экспоненциально. Наши инженеры провели серию испытаний, где образцы из стали с низким содержанием легирующих элементов показали трещинообразование уже после 120 часов непрерывного бурения в граните твердостью по шкале Мооса выше 6.
Термообработка играет решающую роль. Правильно закаленная бурильная труба должна иметь твердость поверхности в диапазоне 38–42 HRC, при этом сердцевина остается вязкой (не менее 25 J при -40°C). Если производитель жертвует вязкостью ради поверхностной твердости, труба становится хрупкой и ломается при ударных нагрузках, характерных для пневмоударников. В одном из проектов в Кузбассе мы зафиксировали серию поломок именно из-за нарушения режима отпуска металла, что привело к потере дорогостоящего долота вместе с частью колонны.
Соединительная резьба — еще одно слабое место. Для диаметра 114 мм чаще всего используется резьба типа API NC38 или специализированные трапецеидальные профили. Важно проверять не только шаг резьбы, но и качество накатки. Грубая обработка создает концентраторы напряжений, откуда начинается усталостное разрушение. Продукция, выпускаемая на мощностях наших партнеров в Тайюане, проходит ультразвуковой контроль сварных швов и резьбовых соединений, что исключает скрытые дефекты, невидимые глазу.
Сравнительный анализ материалов и технологий производства
Чтобы вы могли принять взвешенное решение, мы подготовили сравнение характеристик, основанное на реальных данных эксплуатации в схожих геологических условиях. Обратите внимание на параметр “Предел текучести” — именно он определяет, согнется ли труба необратимо при боковой нагрузке или вернется в исходное состояние.
| Параметр | Стандартная труба (Сталь 45) | Высокопрочная труба (Сталь 42CrMo4) | Труба с утолщенными концами (УЗК) |
|---|---|---|---|
| Предел текучести (МПа) | 355 | ≥ 685 | ≥ 760 |
| Ресурс в абразивных породах (часы) | 400–500 | 900–1100 | 1200+ |
| Устойчивость к коррозии | Низкая (требуется смазка) | Средняя (легирование хромом) | Высокая (доп. покрытие) |
| Стоимость единицы | Базовая | +25–30% | +40–45% |
| Рекомендуемая глубина бурения | До 150 м | До 400 м | Свыше 400 м |
Как видно из таблицы, переплата за материал 42CrMo4 окупается уже через два цикла замены оборудования. Однако для сверхглубоких скважин (>500 м) имеет смысл рассмотреть трубы с утолщенными концами, где площадь сечения резьбы увеличена искусственно. Это снижает риск свинчивания и среза резьбы при высоких крутящих моментах.
Типичные ошибки эксплуатации и методы их предотвращения
Одна из самых частых проблем, с которой мы работаем при консультационной поддержке клиентов, — это неправильная смазка резьбовых соединений. Использование графитовой смазки там, где требуется медно-графитовая паста с определенным коэффициентом трения, приводит к прихваткам. Мы фиксировали случаи, когда открутить трубу после смены можно было только с помощью газовой резки, что уничтожало весь узел. Всегда используйте смазки, рекомендованные производителем конкретного типа резьбы.
Второй критический момент — хранение. Бурильные трубы диаметром 114 мм часто складируют под открытым небом без должной защиты торцов. Попадание влаги внутрь трубы вызывает коррозию изнутри, которую невозможно обнаружить при внешнем осмотре. При начале бурения такая труба может лопнуть под давлением промывочной жидкости. Правило простое: если труба хранилась более месяца без консервации, она требует повторной дефектоскопии перед спуском в скважину.
Также стоит упомянуть проблему центрирования. При использовании труб 114 мм в скважинах большего диаметра без центраторов возникает эффект “маятника”,导致 искривление ствола. Это особенно актуально при бурении вертикальных вентиляционных шахт, где отклонение даже на 1 градус на глубине 200 метров дает существенный уход от проектной оси. Установка спиральных центраторов каждые 6–9 метров колонны решает эту проблему, но увеличивает гидравлическое сопротивление, что нужно учитывать при подборе насосного оборудования.
Интеграция в производственные процессы и логистика поставок
Для крупных горнодобывающих холдингов важна не только цена изделия, но и стабильность поставок. Производственная база в провинции Шаньси, занимающая почти 30 000 м², позволяет формировать крупные партии под конкретные проекты. Наличие собственного парка станков с ЧПУ и линий термообработки означает, что производитель не зависит от сторонних подрядчиков при выполнении срочных заказов. Это критически важно в периоды сезонного спроса, когда сроки поставки у трейдеров могут растягиваться на месяцы.
Логистика в Россию и страны СНГ отлажена таким образом, чтобы минимизировать простои на таможне. Мы работаем по принципу “единого окна”, беря на себя не только производство, но и оформление экспортной документации, соответствующей требованиям ЕАЭС. Сертификаты соответствия ГОСТ и технические паспорта предоставляются в комплекте с каждой партией. Это избавляет службу главного механика предприятия от лишней бюрократии и позволяет быстрее вводить оборудование в эксплуатацию.
География наших поставок включает не только Россию, но и Индию, Индонезию и Австралию, где требования к качеству еще строже. Опыт работы в этих регионах позволил нам адаптировать технологии контроля качества под международные стандарты ISO 9001. Каждая партия сопровождается протоколами испытаний на растяжение и ударную вязкость. Вы получаете не просто металл, а гарантированный технический результат, подтвержденный цифрами.
Экономическая эффективность и расчет совокупной стоимости владения
При закупке бурового оборудования многие компании смотрят только на цену за метр погонный. Такой подход ошибочен. Реальная стоимость определяется параметром Cost Per Meter (CPM) — стоимостью прохождения одного метра скважины с учетом всех расходов на инструмент и время работы установки. Дешевая труба, которая требует замены каждые 300 метров вместо 800, увеличивает CPM на 35–40% из-за затрат на подъем/спуск колонны и покупку новых единиц.
Рассмотрим пример. При бурении шурфов диаметром 114 мм в условиях средней абразивности:
– Вариант А (бюджетная труба): Цена $X, ресурс 400 м. Замена каждые 2 дня.
– Вариант Б (оптимизированная труба): Цена 1.3X, ресурс 900 м. Замена каждые 4.5 дня.
За месяц работы Вариант Б позволяет сэкономить до 12 часов чистого времени бурения, что при стоимости машино-часа современной установки эквивалентно стоимости нескольких десятков труб. Кроме того, снижается риск аварийных ситуаций, связанных с обрывом колонны.
Важно также учитывать возможность ремонта. Качественные трубы допускают наварку изношенных замковых частей и восстановление резьбы, что продлевает их жизнь еще на 30–50%. Дешевые аналоги из низкоуглеродистой стали часто не подлежат восстановлению из-за выгорания легирующих элементов при сварке. Возможность рециклинга инструмента — это скрытый резерв экономии бюджета предприятия.
Часто задаваемые вопросы
Какой максимальный крутящий момент выдерживает труба 114 мм?
Для труб из стали 42CrMo4 с нормальной толщиной стенки предельный крутящий момент составляет около 18–20 кН·м. Однако рабочим диапазоном следует считать 12–14 кН·м, чтобы сохранить запас прочности на случай клина. Превышение этих значений ведет к необратимой деформации резьбы.
Можно ли использовать эти трубы для горизонтально-направленного бурения (ГНБ)?
Да, но с оговорками. Для ГНБ требуются трубы с повышенной усталостной прочностью из-за циклических нагрузок на изгиб. Стандартные буровые трубы 114 мм подходят для коротких переходов, но для длинных трасс лучше использовать специализированные трубы с утолщенным телом и особым профилем резьбы, устойчивым к раскручиванию.
Каков срок изготовления партии под заказ?
Стандартный срок производства партии объемом до 5 тонн составляет 15–20 рабочих дней с момента подтверждения спецификации. При наличии задела полуфабрикатов на складе этот срок может быть сокращен до 7–10 дней. Сложные заказы с индивидуальной термообработкой или нестандартной длиной требуют дополнительного времени на согласование технологического процесса.
Предоставляете ли вы сертификаты на продукцию?
Безусловно. Каждая партия сопровождается полным пакетом документов: сертификат качества завода-изготовителя, паспорт изделия с указанием номера плавки, а также при необходимости — заключение независимой лаборатории о соответствии химического состава заявленным нормам. Для экспорта в РФ оформляются декларации соответствия ТР ТС.
Выбор надежной бурильной трубы — это инвестиция в бесперебойность вашего производства. Не рискуйте эффективностью забоя ради сомнительной экономии на расходниках. Мы готовы предоставить образцы для тестирования в ваших конкретных геологических условиях и рассчитать оптимальную конфигурацию колонны под ваш проект.
Бурильная труба от производителя — это гарантия качества, проверенного временем и практикой эксплуатации в самых сложных уголках мира. Свяжитесь с нами сегодня, чтобы обсудить детали поставки и получить индивидуальное коммерческое предложение.