




Продукция



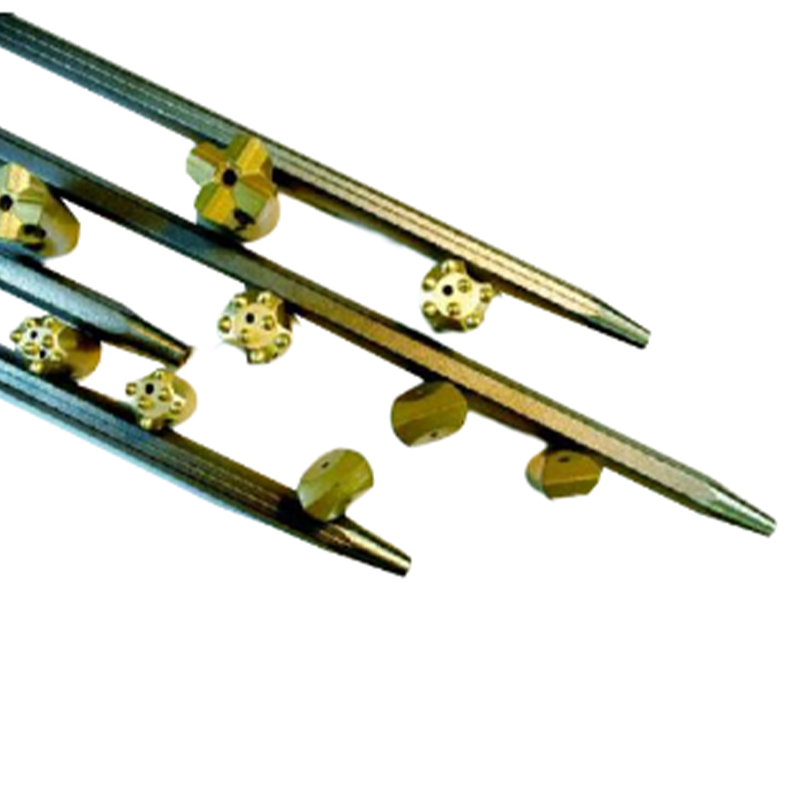














Буровой резец с порошковой наплавкой тип 13530
Буровой резец с безыскровой наплавкой. Для повышения срока службы резца и усиления безопасности подземных горных работ применяется технология лазерной наплавки: безыскровой порошок карбида вольфрама наплавляется на головную часть резца. Твёрдость наплавленного слоя составляет ≥60 HRC, что защи...
Описание
маркер
Буровой резец с безыскровой наплавкой. Для повышения срока службы резца и усиления безопасности подземных горных работ применяется технология лазерной наплавки: безыскровой порошок карбида вольфрама наплавляется на головную часть резца. Твёрдость наплавленного слоя составляет ≥60 HRC, что защищает головку резца, повышает износостойкость и исключает возникновение искр, эффективно повышая безопасность работ на горном участке. Безыскровой наплавленный резец является основным направлением развития и продвижения в отрасли.
Технические требования:
1. Качество наружной поверхности: поверхность корпуса резца должна быть гладкой и чистой, без видимых трещин, складок, вмятин и других дефектов; корпус резца должен иметь антикоррозийное покрытие.
2. Твёрдость поверхности: после термической обработки твёрдость поверхности головной части резца должна составлять ≥40 HRC, твёрдость поверхности хвостовой части резца — 38-42 HRC.
3. Ударная вязкость: после термической обработки ударная вязкость корпуса резца должна составлять ≥49 Дж/см².
4. Предел прочности паяного шва при сдвиге: предел прочности паяного шва между корпусом резца и твёрдым сплавом при сдвиге должен составлять ≥180 МПа.
5. Полнота заполнения шва: заполнение шва припоем должно составлять не менее 80%.
6. Твёрдость наплавленного слоя: твёрдость наплавленного слоя должна составлять ≥60 HRC.
7. Контроль трещин: в зоне паяного шва, а также в зоне соединения припоя с основным материалом не допускаются трещины; на твёрдосплавной пластине не допускаются кракелюры.
связаться с нами
Сопутствующие популярные продукты
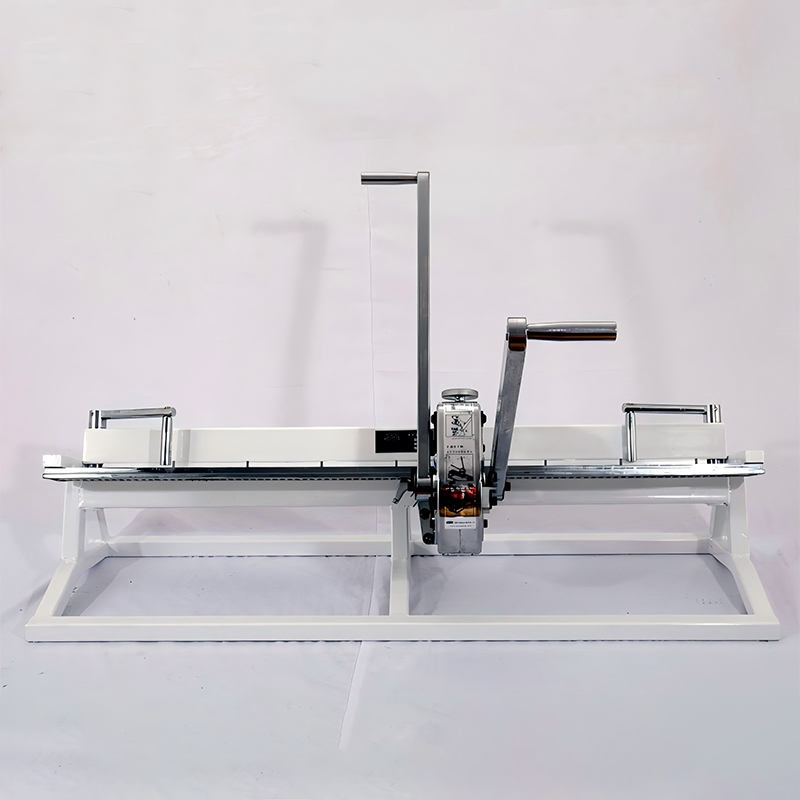
Станок для изготовления пряжек LK35
Характеристики изделия Простота в эксплуатации: Для застегивания пряжки достаточно повернуть два ...

DGS175127J(A) — взрывозащищенный прожектор для шахт
Описание продукта Модель: DGS175/127J(A) — взрывозащищенный прожектор для шахт Номинальное напряж...

Гнездо резца 170
Данное гнездо резца 170 является тяжёлой комплектующей серии держателей резцов и гнёзд для резцов...

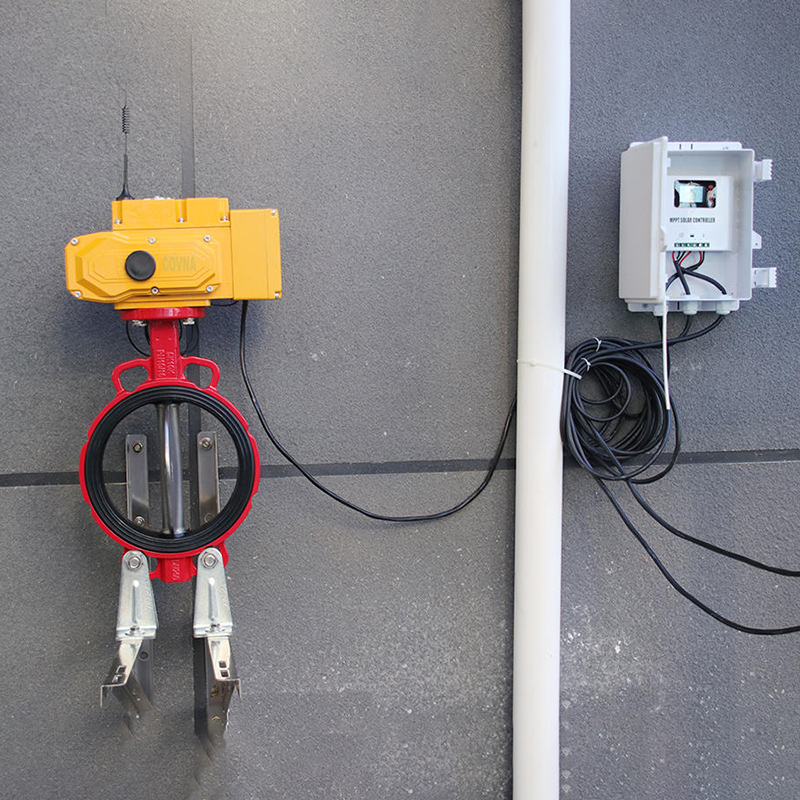
Электроприводные шаровые краны, электроприводные запорные клапаны (варианты соединений, материалы, регулируемые модели, взрывозащищенные модели)
Технические характеристики 1. Модель изделия: HK60-Q-3PS-K 2. Номинальный диаметр: DN08–DN100 3. ...

Шахтный взрывозащищенный светодиодный светильник DGS-127L (A) для проходческих работ
Описание продукта Модель: DGS-127L(A) — взрывозащищенный светодиодный светильник для шахтных выра...

Электроприводной двухходовой шаровой кран из PVDF с двойным приводом HK60-Q-P
Технические характеристики Артикул: HK-60 Номинальный диаметр: DN15–DN100 Материал корпуса: UPVC ...

Электрический быстроразъемный тройниковый шаровой кран с санитарным соединением HK60-Q-WT
Технические характеристики Электрический быстроразъемный тройниковый шаровой кран с санитарным со...

Электроприводной многооборотный чугунный фланцевый задвижка
Технические характеристики Рабочим элементом фланцевого задвижки является затвор, направление дви...

Искробезопасный лазерный указатель направления YHJ800 для шахт
Технические характеристики 1.Эффективная дальность действия лазера: ≥800 м 2.Мощность на выходном...

DGS-127L (A) — взрывозащищенный светодиодный светильник для шахтных выработок 11
Описание продукта Модель: DGS-127L(A) — взрывозащищенный светодиодный светильник для шахтных выра...

ZBD175127(A) Взрывозащищенный балласт для шахт
Описание продукта Модель: ZBD175/127(A) — взрывозащищенный люминофоренный преобразователь для шах...

Станок для изготовления пряжек LK20003
Характеристики изделия Простота в эксплуатации: Для застегивания пряжки достаточно повернуть два ...

Электроприводной пластиковый клапан типа «бабочка» из ПВХ HK60-D-P
Технические характеристики 1.Модель изделия: HK60-D-P 2.Номинальный диаметр: DN50–DN300 3.Материа...

Электроприводной чугунный клапан-бабочка с мягким уплотнением и зажимным креплением HK60-D
Технические характеристики 1.Модель изделия: HK60-D 2.Номинальный диаметр: DN50–DN500 3.Материал ...

DGS36127L(A) Взрывозащищенный светодиодный светильник для шахтных выработок 1
Описание продукта Модель: DGS36/127L(A) — взрывозащищенный светодиодный светильник для шахтных вы...