




Продукция



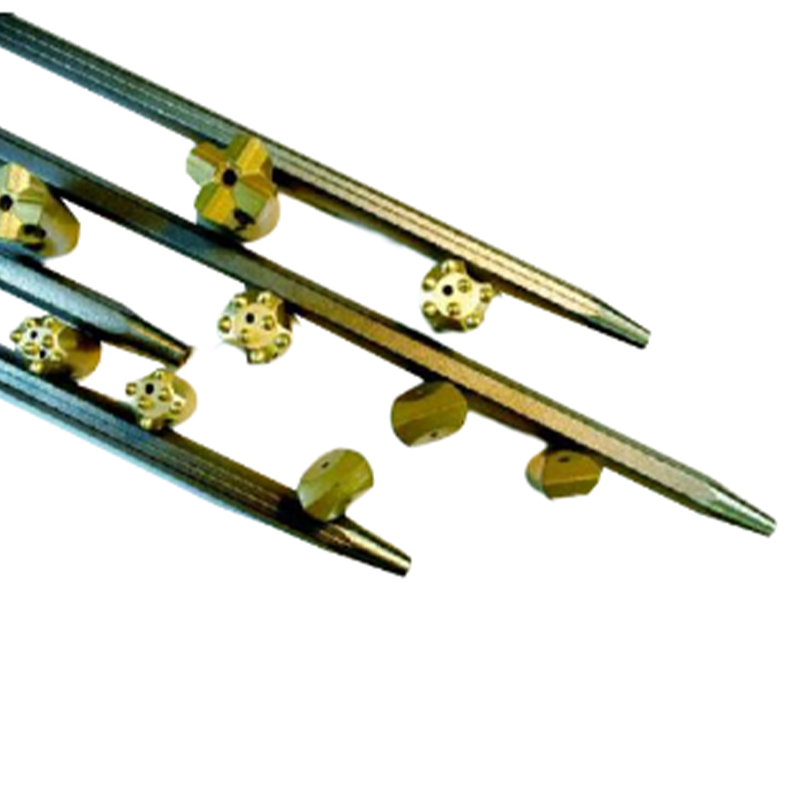
















Буровой резец с винтовой канавкой тип 170
Буровой резец с винтовой канавкой специально разработан для бурения по твёрдым породам. 1. Благодаря специальной конструктивной форме, головка резца выполнена в виде винтовой канавки, что позволяет продлить срок службы и предотвратить неравномерный износ в процессе эксплуатации. Такая конструк...
Описание
маркер
Буровой резец с винтовой канавкой специально разработан для бурения по твёрдым породам.
1. Благодаря специальной конструктивной форме, головка резца выполнена в виде винтовой канавки, что позволяет продлить срок службы и предотвратить неравномерный износ в процессе эксплуатации. Такая конструкция обеспечивает самовращение резца во время работы, благодаря чему твёрдосплавная пластина и головка резца изнашиваются равномерно по всей окружности, что повышает общий срок службы.
2. Для повышения износостойкости головной части резца на неё нанесён слой порошкового сплава с антиискровыми свойствами. Твёрдость покрытия составляет ≥60 HRC, что значительно повышает безопасность и эффективность подземных горных работ.
3. Масса твёрдосплавной пластины значительно превышает аналогичные показатели обычных резцов, что увеличивает ударную вязкость пластины. Чем крупнее пластина, тем выше её долговечность.
4. Твёрдосплавная пластина изготовлена из сверхкрупнозернистой твёрдосплавной марки, что улучшает теплоотводящие свойства пластины. Сочетает высокую износостойкость с высокой вязкостью.
5. Для обеспечения прочности пайки и предела прочности при сдвиге твёрдосплавной пластины используется высокотехнологичное поточное оборудование для пайки и термообработки резцов. Применяются импортные флюсы и припои.
Технические требования:
1. Качество наружной поверхности: поверхность тела резца должна быть гладкой и чистой, без видимых трещин, складок, вмятин и других дефектов. Тело резца должно иметь антикоррозийное покрытие.
2. Твёрдость поверхности: после термической обработки твёрдость поверхности головной части резца должна составлять ≥40 HRC, твёрдость поверхности хвостовой части резца — 38-42 HRC.
3. Ударная вязкость: после термической обработки ударная вязкость тела резца должна составлять ≥49 Дж/см².
4. Предел прочности паяного шва при сдвиге: предел прочности паяного шва между телом резца и твёрдым сплавом при сдвиге должен составлять ≥180 МПа.
5. Полнота заполнения шва: заполнение шва припоем должно составлять не менее 80%.
6. Твёрдость наплавленного слоя: твёрдость наплавленного слоя должна составлять ≥60 HRC.
7. Контроль трещин: в зоне паяного шва, а также в зоне соединения припоя с основным материалом не допускаются трещины. На твёрдосплавной пластине не допускаются кракелюры.
связаться с нами
Сопутствующие популярные продукты

Электроприводной санитарный клапан-бабочка HK60-D-W с нержавеющими хомутами
Технические характеристики 1.Модель изделия: HK60-D-W 2.Номинальный диаметр: DN15–DN500 3.Материа...

Машина для обвязки пряжек LKA6 (молотковая, пневматическая, со стяжной тягой)
Характеристики изделия Высокая вероятность успеха за один проход: Застежка оснащена точным устрой...

Взрывозащищенный светодиодный шахтный проходческий светильник DGS20127L(A)
Описание продукта 1.Модель: DGS20/127L(A) — взрывозащищенный светоди...

Станок для изготовления пряжек для ногтей LK10
Характеристики изделия Простота в эксплуатации: Для выполнения одного этапа застегивания пряжки д...

Электрический быстроразъемный тройниковый шаровой кран из ПВХ с двойным приводом HK60-Q-PT
Электрический быстроразъемный тройниковый шаровой кран из ПВХ с двойным приводом HK60-Q-PT

Пика на отбойный молоток
Данная пика на отбойный молоток изготовлена методом цельнокованой штамповки из высококачественной...

DGS36127L(A) Взрывозащищенный светодиодный светильник для шахтных выработок 1
Описание продукта Модель: DGS36/127L(A) — взрывозащищенный светодиодный светильник для шахтных вы...

Алмазная композитная PDC коронка для анкерного бурения
Алмазное долото и алмазное композитное долото (PDC) изготавливаются в условиях высоких температур...

Пряжка для ремня LK20002
Характеристики изделия Встроенная пряжка Крестообразное расположение пряжки Уникальный корпус пря...

DGS-127L (A) — взрывозащищенный светодиодный светильник для шахтных выработок 1
Описание продукта Модель: DGS-127L(A) — взрывозащищенный светодиодный светильник для шахтных выра...

Буровой резец с крылышками тип 95
Буровой резец с крылышками (с впаянными твёрдосплавными полосками) предназначен для бурения по пе...

DGS70127L(A) — взрывозащищенный светодиодный светильник для шахтных выработок
Описание продукта Модель: DGS70/127L(A) — взрывозащищенный светодиодный светильник для шахт Номин...

DGY12-1848L(A) — взрывозащищенный светодиодный светильник для локомотивов, предназначенный для использования в шахтах
Описание продукта Модель: DGY12-18/48L(A) — взрывозащищенный светодиодный светильник для локомоти...

Электроприводной четырехходовой фланцевый шаровой кран из нержавеющей стали
Технические характеристики 1.Модель изделия: HK60-Q-TF 2.Номинальный диаметр: DN15–DN200 3.Матери...
Взрывозащищенный светодиодный проходческий светильник DGS18127L
Описание продукта 1.Модель: DGS18/127L Взрывозащищенный светодиодный светильник...

Пряжка для ремня LK38
Характеристики изделия Двухрядная конструкция пряжки Легкое застегивание Высокая прочность соедин...